Laboratory milling is often mistakenly identified as experimental milling. It is important to understand that laboratory milling is milling performed following a predetermined milling protocol or procedure such as those of the AACC International Approved Methods or ICC.
An individual wheat sample or selection of wheat samples represents the independent variable. The objective of laboratory milling is to access the milling potential of wheat samples and provide flour for evaluation in baking, noodle or pasta production. Laboratory milling and baking permits evaluation of wheat in the next steps in the progression from the farm to the table.
In experimental milling, it is the process or procedure that acts as the independent variable while the wheat samples are simply the experimental units to which a specific conditioning or milling treatment has been applied. Both approaches are valuable to the grain processing industry, however this series of articles will focus on laboratory milling of wheat.
One of the objectives of laboratory milling of wheat is to access milling potential. Several parameters are considered when evaluating milling potential, including the ability of the bran to remain in large intact pieces throughout the milling process, bran clean-up, ease of endosperm reduction, and sifting characteristics. Well-conditioned bran remains in large flat flakes through the milling process, reducing the potential for the generation of fine bran particles that contribute to high ash dark flour.
The bran is expected to easily release endosperm without excessive grinding force, which breaks the bran into smaller pieces. Presence of endosperm on the backside of the bran indicates poor bran clean-up and the loss of flour into the feed stream reducing yield and economic performance potential of the wheat. Well-conditioned endosperm produces high percentage of flour with each pass through the reduction rolls without application of excessive roll pressure and is demonstrated by higher proportion of flour generated in the primary middlings reduction. The flour particles once generated by the grinding process should be easily sieved from the ground stock in order to isolate endosperm requiring additional grinding at subsequent reduction passages.
The ability to sieve out flour once it is produced is important to the miller as the retention of good flour in the over of a flour cloth represents the need for additional sifter capacity. This can only be accomplished with the reduction of feed rate in the short term and the potential to reduce finished product quality by processing and handling finished product that should have been removed from the milling system.
Observation of good flour being returned to reduction rolls or the presence of flour in reduction shorts or Pollard (Red Dog) in a properly adjusted and clothed laboratory mill suggests poor endosperm reduction or sifting properties. The flour generated from laboratory mills can be further tested to evaluate its physiochemical properties, rheological and baking characteristics.
Laboratory mill performance can be used to a limited extent to predict commercial mill performance if the necessary steps are taken to regress laboratory mill results on commercial mill results. It must be noted that the regression developed is only applicable to the specific laboratory and commercial mills, wheat and procedures used to develop the regression analysis.
The laboratory mill has fewer grinding and sifting operations, making optimal grinding and sifting arrangements difficult to achieve. Also, laboratory mills have fewer or no purifiers, bran dusters, shorts dusters and dust collection systems that increase flour extraction in a commercial mill. Despite their limitations, laboratory mills used properly can accurately rank a selection of wheat samples from highest to lowest in terms of potential performance. Given 10 samples ranked in order from highest to lowest performance potential based on laboratory milling and baking performance, they would likely fall into similar order of performance in a commercial setting.
In addition to being used to evaluate wheat for commercial purposes, laboratory milling can be used to evaluate wheat as various breeding lines and crosses are being developed. This is important in the process of developing new lines having desirable agronomic characteristics because the numbers of samples to be evaluated is quite large while the amount of sample for evaluation is quite small. Wheat breeders understand the importance of developing lines that meet the needs of the grain producer, miller and baker or food processor using grain-based ingredients to meet the needs of consumers.
Laboratory milling of grain is an essential first step in the evaluation process.
Reporting Flour Yield
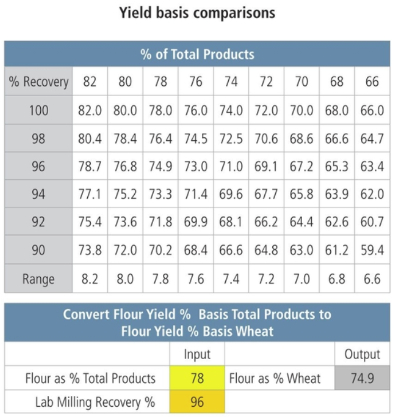
The yield of specific flours, flour grades, mill streams or byproducts from the laboratory milling of wheat may be expressed as a percent of “wheat milled” (Wheat to B1) or a percent of “total products.” Using the wheat milled is the most rigorous reporting basis for laboratory milling results, as moisture and milling losses are not excluded from the expression of yield as they are using the total products basis.
Total products reporting method expresses the percentage based on the total weight of materials recovered from the laboratory mill. Total products percent hides poor laboratory milling practices elevating flour yield when feed, moisture and milling losses are inflated by errors in the process, weighing, handling or poor recovery. Additionally, total products yield assumes that all losses occurred in proportion to the weight of material recovered from the laboratory milling.
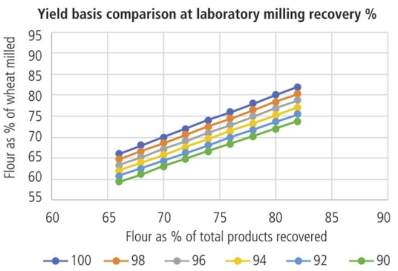
The basis used for reporting purposes should be identified when comparing laboratory-milling results. Maintaining a high material recovery from the laboratory mill is critically important when comparing wheat performance based on yield. Changes in recovery impact yield assessment and must be maximized while accommodating an anticipated moisture loss of 2% to 2.5% during the milling process. Figure 1 shows the relationship between yield basis total products and wheat milled at various recovery percentages.
Laboratory Milling Control
Sample selection and preparation are important steps in establishing a laboratory-milling program. Samples must be characteristic of the crop being evaluated. It may be helpful to identify the most predominated varieties grown in a draw area or region. Sampling from an incoming grain truck direct from the field may not be representative, especially if the field is just being opened to harvest. Grain produced along the periphery of a field is usually poorer quality as it has been subjected to significant environmental pressures not exerted on the grain grown toward the center of the field. Along the fencerows, woods, and gravel farm roads and lanes weeds can be more present competing for soil moisture, increasing dockage and preventing proper drying in the field. Field sampling grain from these areas alone would not be representative of the crop. Representative sampling is essential if the results of the laboratory milling are to have any value.
Samples of grain must be prepared with care in order to produce meaningful results and protect the laboratory milling equipment. Dockage should be removed, especially any sticks and stones that might otherwise damage equipment. All samples to be compared must be treated identically as they would most likely be in the commercial mill. It is not appropriate or meaningful to screen out shrunken and broken material using a specific screen for a portion of a sample set only to then employ a different screen for the remaining samples in the set.
As with cleaning, the conditioning of samples to be milled must be painstakingly controlled and uniform if laboratory-milling results are to identify differences in wheat performance. Samples must be tempered to the same moisture and held for the same amount of time at the same temperature prior to laboratory milling. The required amount of water is added to the grain in a manner to ensure its uniform distribution across all kernels. Tempering moisture level and time may vary by wheat class and desired flour moisture and other attributes.
Like sampling, cleaning and conditioning, the laboratory mill operation must also be attentively monitored and controlled. The laboratory milling environment must be maintained at a constant temperature and relative humidity (21-24°C, 60-65% R.H.) to control moisture loss and changes in milling and sifting characteristics. The temperature of the milling surfaces should also be maintained at a constant temperature. Roll chills warm when being used due to the dissipation of energy applied to the wheat during the grinding process. As a result of heating, roll gap decreases due to thermal expansion of the roll chill. Changes in roll gap influence milling properties such as yield and bran clean-up, as well as flour characteristics such as ash content, starch damage and absorption.
Some researchers recommend maintaining laboratory mill temperature overnight when the mill is not in operation by using a resistance heater or heat lamp. Some of the same people recommend running both a warm-up and control sample to heat equipment surfaces and check mill settings at the start of a test run. Mill temperature is so critical that some researchers have modified mill housings to allow mills to cool/equilibrate during long days of operation when many samples are being processed.
Other factors to be controlled when evaluating a set of samples includes feed rate, roll selection, roll gap setting, sifter cloth selection, sifting times and loads, duster and duster screen selection and operating rate as well as the general wear of all laboratory milling equipment.
The purpose of any laboratory procedure is to identify test factors and separate those that are to be held constant and those that are to become the variable(s) of interest. In the case of laboratory milling, the wheat performance is the variable of interest. The laboratory milling procedures identify those factors the evaluator would like to control as parameters of the evaluation procedure. It is known that conditioning moisture, tempering time, roll gaps setting, feed rate and temperature influence the milling performance of wheat.
The goal of laboratory milling is to learn how this wheat responds relative to other wheat samples given the same treatment. In order to maintain reliability, it is important to instruct laboratory mill operators to follow established procedures to the letter and constantly challenge themselves to eliminate extraneous sources of variation in order to minimize “noise” in the procedure.
Blind controls and check samples may be used to evaluate the influence of the operator on test results. If laboratory mill operators are influencing test results, causes for the discrepancies must be identified and corrected. A review of the operators written log where observations and changes have been recorded might provide clues to the source of the problem. Every effort must be made to make the laboratory milling process consistent to the point that is does not influence test results.
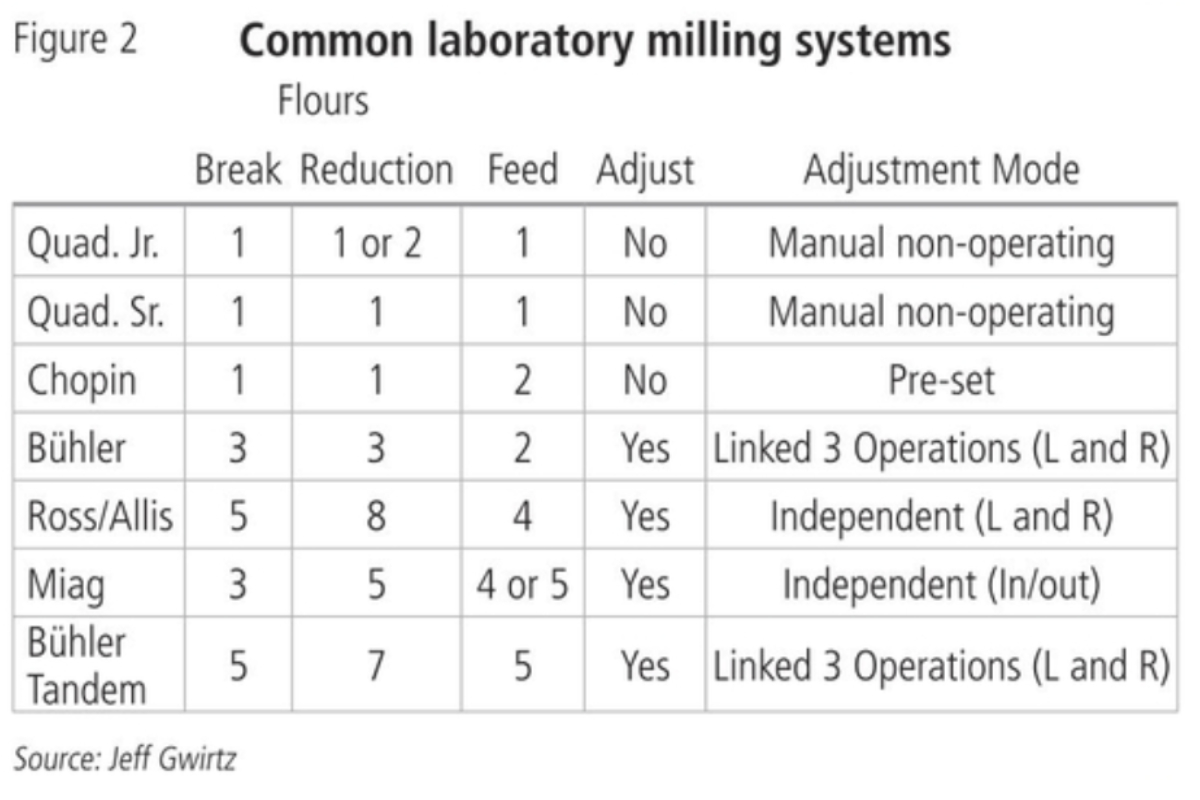
The figures to the right include several types of laboratory mills used in wheat crop analysis. They vary in complexity and ability to facilitate flour recovery while producing a low ash brightly colored flour. Laboratory mills are not equipped with purifiers, dusters and dust collectors in most instances, however laboratory size purifiers, laboratory dusters and dust collection can be added to some laboratory milling systems. As the number of grinding and sifting operations increase so does the yield and flour quality.
Figure 2 shows the most common laboratory milling systems that may be further modified and developed by the end user.
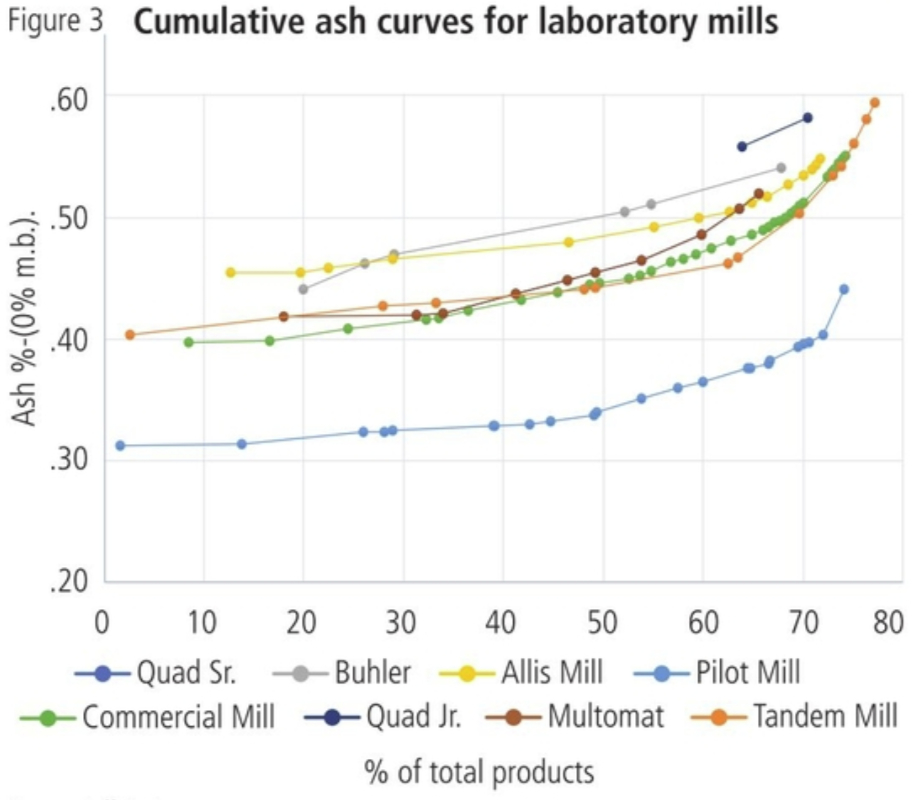
Laboratory mills do not produce identical results or flours. Figure 3 shows the cumulative ash curves for flour produced from the same wheat sample milled in 1963 on different laboratory mills, including the Kansas State University Pilot Flour Mill and an undisclosed commercial mill in addition to a Bühler Tandem Milling of a current (2019) hard red winter wheat flour. The laboratory mill having the fewest grinding and sifting operations produces less flour high ash flour. As the complexity of the laboratory milling system increases, the flour extraction ash improves. The ash and extraction of flour is better for the Kansas State University Pilot Mill than the commercial mill because of the extensive amounts of roll, sifter and purifier surface per unit of flour produced than what was available in the commercial mill.
When using laboratory milling techniques for production of flours for research or development purposes, it is important to document and record information about the laboratory milling process used to allow complete repetition of the work accomplished as well as for commercial scale-up.
How well does laboratory mill results reflect wheat purchased or your mill performance? Perhaps looking into laboratory milling procedures and setup will improve laboratory mill utility in operation management and quality control.
Part 2 of this series will present results of varying roll settings on the same wheat and impact on mill balance and flour analysis.




