Every miller knows that it is the quality of what goes in that counts. That is why cleaning grain is one of the most important steps in the milling process. Removing impurities makes the biggest difference to the quality of the final flour and makes an essential contribution to ensuring food safety.
Milling plays an essential role in the food value chain by grinding grain so that its nutrients can be more easily digested. Taking grain and turning it into flour has been the miller’s job for thousands of years. But as simple as the basic process of grinding may sound, achieving a high-quality final product requires skill, experience and sophisticated machinery.
When wheat and other grains arrive at the mill, they contain many different types of impurities that have entered the mix at different stages. Metal, stones, weeds, other grains and general debris can all become part of the mix during growth, harvest, storage and transportation.
During the growing season, for example, too much rain can cause the wheat to become moldy or it might be attacked by insects and diseases. Shrunken, broken, diseased and damaged grains must be removed. If these impurities are left in the mix, it will affect the quality and odor of the final flour and may pose a health risk. Certain impurities also affect machine efficiency. Cleaning is an essential step in the milling process and one that, ultimately, has the most significant impact on the quality of the flour.
Removing each of these different types of impurity requires a different process and therefore a different type of machine. A separator takes out the overs, a concentrator sorts light and heavy fractions, an aspiration channel takes out the lights in the light fraction, a destoner separates according to specific weight. Each of these machines takes up space in the mill and has its own energy requirements.
What is more, as every batch of grain is different, each machine must be fine-tuned for each batch — not just once, but over and over again.
Vitaris is a modular system from Bühler that enables the miller to achieve a high-quality final product reliably and efficiently. With the Vitaris, Bühler introduces the first modular cleaning system on the market. Consisting of four combinable machines, the system guarantees highest food safety while providing optimal performance and minimal space requirements. In combination with energy saving technology, the Vitaris cleaning system is built with advanced sustainability standards in mind.
As standalone modules, each machine performs a specific task in the grain cleaning cycle removing and separating fine and course particles and impurities. Each of them meets the highest standards in food safety, quality, energy efficiency, space efficiency and maintenance.
Millers can deploy individual machines or add and combine machines from the start or at a later stage, according to their individual requirements. With the machines combined, the finely tuned cleaning system reveals its full strength.
Reducing costs by saving space, energy
Space is a valuable resource in the compact set-up of modern mills. As every square meter on a mill’s floor represents a significant cost, space must be used efficiently.
Optimal machine performance and efficiency while keeping space requirements to an absolute minimum are key to reducing fixed cost. With an unrivaled small physical footprint, Bühler’s overall cleaning system as well as each individual component deliver an efficient space solution.
This was achieved by designing smart machine layouts in which individual elements and components are stacked vertically.
In addition, consumption of fresh air was reduced in a version that recirculates air. Advanced air-recycling technology reduces the amount of fresh air needed by up to 90% and, subsequently, reduces the overall filter surface and thus maintenance thereof. Instead of manually regulating the air flow by flaps, adjustments are performed via electrical frequency converters saving up to 15% of energy.
Fast commissioning
All machines within the system are prewired. Connected to the plant’s power supply at one central point, no additional cabling is required, and installation costs are kept to a minimum.
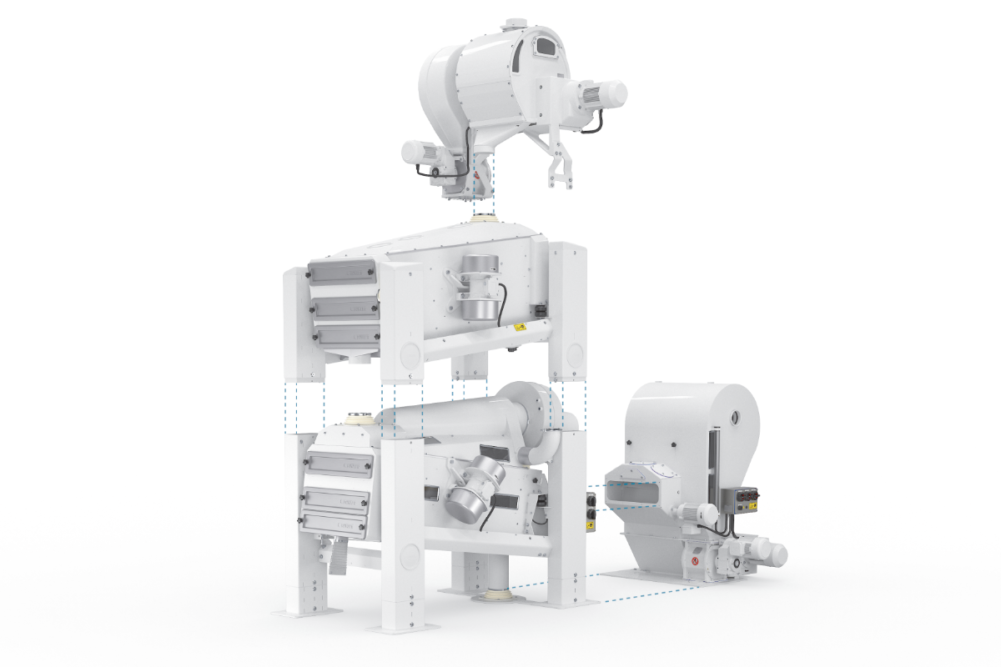
The Vitaris cleaning system is comprised of four machines:
- Air-recycling aspirator MVST for removal of dust and light particles before cleaning.
- Separator MTRD for sorting course materials from fine particles.
- Combistoner MTCH for removal of impurities with a higher specific weight and classification of grain into high-density and heavy fractions.
- Recycling air aspirator MVSS for removal of fine impurities and dust.
Conclusion
Every mill has specific requirements and preferences depending on its size, production volume, production processes as well as considerations for expansion and investment. Given the variety of building specifications and plant layout, what millers require are practical tailor-made solutions.
The Vitaris cleaning system represents a holistic solution that adapts to your needs. You can add individual machines from the Vitaris system to fit into your existing setup and add other machines at a later stage.
The individual machines in the Vitaris cleaning system can be flexibly combined according to your specific requirements. For example:
- Vitaris separator MTRD + Vitaris combistoner MTCH ( Vitaris Combicleaner).
- Vitaris separator MTRD + Air-recycling aspiration channel MVSS.
- Vitaris combicleaner MTKC + Air-recycling aspiration channel MVSS. + Air-recycling aspirator MVST.
Whichever initial configuration you choose, the benefits of the Vitaris cleaning system will have a tangible impact on the overall performance of your plant. From excellent food safety and hygiene to energy savings, one of the most decisive aspects is the unrivaled ratio of performance in relation to physical space.
Sabrina Würsch is in product management, milling solutions wheat and rye, for Bühler. She may be reached at [email protected]. For more information,
visit www.buhlergroup.com/Vitaris





