UZWIL, SWITZERLAND — Bühler has introduced Vitaris, a modular system for grain cleaning that allows millers to produce a high-quality final product in a reliable and efficient manner.
When wheat and other grains arrive at the mill, they contain many different types of impurities that have entered the mix at different stages. Metal, stones, weeds, other grains and general debris can all become part of the mix during growth, harvest, storage and transportation. Shrunken, broken, diseased and damaged grains have to be removed.
If these impurities are left in the mix, it will affect the quality and odor of the final flour and may pose a health risk. Certain impurities also affect machine efficiency. Cleaning is therefore an essential step in the milling process and one that, ultimately, has the most significant impact on the quality of the flour.
Removing each of these different types of impurity requires a different process — and therefore a different type of machine.
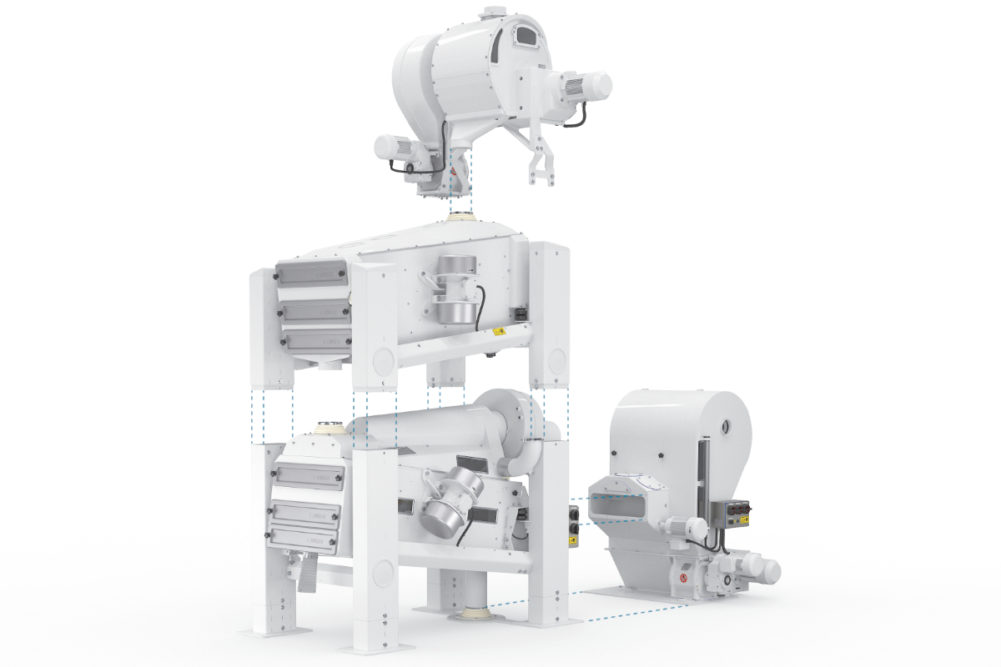
The Vitaris modular cleaning system consists of four combinable machines with minimal space requirements and energy saving technology.
As standalone modules each machine performs a specific task in the grain cleaning cycle removing and separating fine and course particles and impurities.
Millers can deploy individual machines or add and combine machines from the start or at a later stage, according to their individual requirements.
With a small physical footprint, Bühler’s overall cleaning system, as well as each individual component deliver a space efficient solution. This was achieved by designing smart machine layouts in which individual elements and components are stacked vertically.
In addition, consumption of fresh air was reduced in a version that recirculates air. Advanced air-recycling technology reduces the amount of fresh air needed by up to 90% and, subsequently, reduces the overall filter surface and thus maintenance. Instead of manually regulating the air flow by flaps, adjustments are performed via electrical frequency converters saving up to 15% of energy.
All machines within the system are prewired. Connected to the plant’s power supply at one central point no additional cabling is required and installation costs are kept to a minimum.
The Vitaris cleaning system is comprised of four machines:
- Air-recycling aspirator MVST for removal of dust and light particles before cleaning
- Separator MTRD for sorting course materials from fine particles
- Combistoner MTCH for removal of impurities with a higher specific weight and classification of grain into high-density and heavy fractions
- Recycling air aspirator MVSS for removal of fine impurities and dust
The Vitaris separator MTRD achieves a high throughput of up to 24 tons per hour in the cleaning process and up to 50 tons per hour for pre-cleaning at the grain intake in silos. Optionally, an air-recycling unit can be connected upstream or an aspiration channel downstream.
Stainless steel sieves, FDA-approved plastic parts and the omission of nails, plush and felt allow high sanitary standards. In addition, the closed design of the machine prevents any foreign parts from falling into the product.
Re-using most of the cleaned process air, the Vitaris combistoner MTCH efficiently separates mixed and high-density products and impurities with specific weight such as stones and glass. Thanks to the integrated recirculating air separators the machine requires little fresh air thus saving energy.
The integrated dust separation is available with fresh air or air recycling operation. The combination of destoner and concentrator allows for separation of particles with high specific weight, such as stones and glass, and division of flow of materials into high density and mixed fractions.
Separating different products according to their specific weight, the compact Vitaris aspirator MVST requires only a minimum of space. Thanks to the centrally placed feeder device, the MVST requires only a minimum of installation height. For non-free flowing products an active feeder device is available.
The air-recycling aspirator MVST takes up 30% less in height than systems utilizing air-recycling aspiration channels.
The air-recycling aspiration channel MVSS is energy efficient. The improved geometry of the aspiration channel ensures an optimal airflow across the whole width of the MVSS avoiding deposits. Meeting highest food safety standards there are no dead spots at the inlet and the aspiration channel is sealed. Fresh air consumption is reduced by up to 90% and energy consumption by up to 15%. For non-free flowing products, a feeder device is available that distributes the product over the entire width of the sieve.





