UZWIL, SWITZERLAND – In a modern flour mill, hundreds of machines are in operation, the vast majority of which are equipped with electric drives. Choosing the right type of motor and the right overdrive is vital for the efficiency, operational reliability, and maintenance requirements of the relevant application. For some years now, leading machine manufacturers have been using direct drive for some of their machines. Until now, large plansifters were an exception. They continue to be driven by an asynchronous motor with belt drive — for good reason.
The Latin phrase “Quod licet jovi non licet bovi,” which translated means “what is permissible for Jupiter is not permissible for cows,” comes to mind. Even the Romans knew that it could be a good idea not to treat two things exactly the same way. If this principle is applied to the drives of the machines and equipment in a mill, this means that what is suitable as a drive technology for a roller mill is not necessarily the best solution for a plansifter.
Advantages of direct drive
The electric motor plays a central role in flour milling. Various versions of this type of motor are used with extremely diverse overdrive systems at every stage of the milling process, from the intake of raw materials through to the bagging of the end products. Over the last 10 years, leading mill builders have replaced the classic asynchronous motor with belt drive in their machines with a direct drive or gear motor. Today, these new drive systems mainly are used to operate bran finishers, impact detachers, and modern roller mills, for example. These solutions can be divided into three categories.
In relation to a belt drive, a mechanical gear system has a slightly higher efficiency of around 98%. It is also easy to maintain and comparable in price to a belt drive. However, the high efficiency of the gear system is offset by restrictions in terms of machine design. In addition, explosion protection approval causes problems for gear units with high power and low speed.
An asynchronous motor with direct drive has no loss of power in overdrive because the power is transmitted directly to the machine. For the most part, standard motors are used. These are available worldwide, operate efficiently, require little maintenance, have an impressively long service life, and undergo low wear.
The nominal speed of the motor must be considered in the design. If the required machine speed is outside the nominal speed, a frequency converter must be used. In addition, larger motors must be selected for lower speeds. This applies to motors used with a frequency converter as well as to motors with low nominal speeds.
A synchronous motor with direct drive has several advantages over an asynchronous motor. It works even more efficiently and is considerably more lightweight for the same level of power. In addition, it is available in various designs, which facilitates its integration. The disadvantages are its high price and the power electronics that are vital for its use. Synchronous motors are rarely available as a standard product across multiple manufacturers. Worldwide availability is therefore not guaranteed. Finally, the required certifications (e.g. ATEX) are also difficult to obtain.
Best plan for plansifters
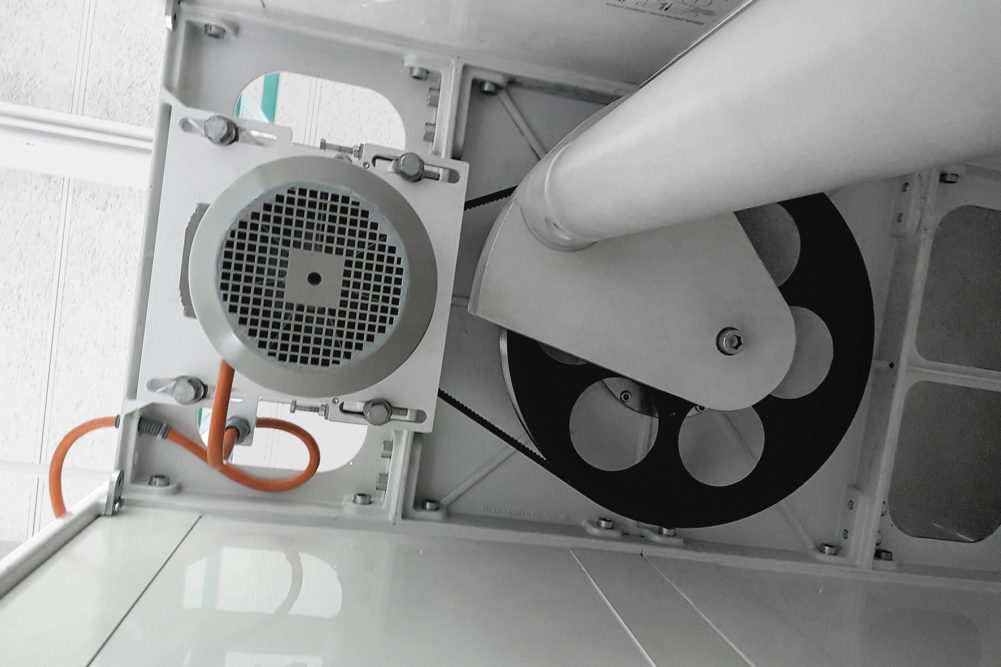
The principle of the free-swinging plansifter was developed in Germany as early as 1895. It consists of two sieve modules with a centrally placed flyweight. Thanks to this arrangement, plansifters can be suspended and allowed to swing freely. Although this option has been used for many years, after a thorough analysis of the entire system, Bühler’s engineers are convinced that for the classic plansifter, the asynchronous motor with belt overdrive is still the best choice.
The process and forces necessary to get the plansifter swinging and then keep it going can be compared to the journey of an airplane. A tremendous amount of energy must be available to launch the aircraft. However, once it has reached altitude, it switches to the most efficient type of operation possible.
The situation is similar with a plansifter. The sifter must reach nominal speed within a very short time. Otherwise, there is a risk that it will build up deep resonance. A plansifter therefore requires a very high torque “on take-off.” On the other hand, in “flight” mode (once the machine is running continuously) it consumes very little energy as a “free-swinging” device, since it never brakes or accelerates. The loss of energy due to transmission to the mill structure is also negligible, since the plansifter is suspended and allowed to swing freely.
Until it reaches nominal speed, an asynchronous motor provides up to three times more torque than when in continuous operation. Consequently, this type of motor is predestined for the “take-off and flight” of the plansifter.
A belt drive as a best solution
But what is the ideal way to transfer force to the sifter? As extensive tests have shown, a belt drive is the optimal choice for the connection between the motor and the sifter.
Even if the energy efficiency is slightly lower when transferring force via the belt, there are still various advantages over a direct drive. This is due to the chosen application and the existence of straightforward supply chains for spare parts and maintenance.
Belts are simple, standardized components that are available worldwide in high quality. A belt overdrive allows a high gear ratio, which makes it possible to use smaller and hence inexpensive motors. The electrical installation in the plant can be simplified accordingly. Maintenance is straightforward and can be easily ensured by trained personnel.
The belt drive also has advantages regarding the construction of the plansifter. By design, the belt allows a certain distance to be maintained from the motor flywheel. This means that the motor can be installed where it does not take up valuable space.
Energy consumption is secondary
The ever-increasing cost of energy is a challenge in the modern milling industry. Discussions on this issue focus on achieving the lowest possible energy consumption. This is an important debate. But the overall view of the energy management of a flour mill is just as important.
In which production step is the highest total power required? Definitely not during sifting. Depending on the design, a plansifter consumes 20 to 30 times less energy than the associated roller mills. Taking an everyday example, a plansifter compartment consumes less energy than a vacuum cleaner on medium speed. The associated roller mill consumes about as much as 20 vacuum cleaners being used on high speed at the same time.
This example illustrates why, for large plansifters, the advantages of the asynchronous motor with belt drive far outweigh the disadvantage of slightly lower efficiency. It goes without saying that every opportunity is taken to further reduce the energy consumption of the plansifter drive. For example, by using asynchronous motors with a higher efficiency class.
Conclusion
Bühler has switched to direct drive or gear motors as its choice of drive systems for various grain processing machines. In large plansifters such as the Sirius MPAK or the Arenit MPAV, on the other hand, an asynchronous motor with belt transmission has been used for decades, even though a direct drive with synchronous motor including power electronics would be a possibility.
- The advantages of an asynchronous motor with belt drive are obvious and convincing:
- Solution is not dependent on a specific provider
- A technically very robust system
- Very high energy efficiency
- Straightforward and fast availability worldwide
- Cost-effective procurement of components
- Favorable storage and easy maintenance.
The plansifter is one of the most important process machines in a flour mill. A failure can quickly lead to a complete downtime of flour production. As a supplement to regular maintenance, Bühler is working on solutions featuring sensor technology that give early warning in the event of a motor failure, overheated bearing, fluctuating loads on sieve compartments, or incorrect belt tension.
In contrast to today’s solutions, this “continuous monitoring” guarantees that those responsible for maintenance will be notified early on, sometime ahead of a potential failure. Components can then be replaced in a scheduled manner without risking an unplanned shutdown.





