In this issue we will continue our series on feed mill design considerations. The article will focus on ingredient receiving and suggestions for receiving system equipment. Ingredients may be received in several ways, including bulk, bag, tote and liquids. Non-liquid ingredients are unloaded through dump systems, bag and tote off-loading to a warehouse location, while liquids are received in bulk shipments or small totes.
In previous articles we examined different manufacturing capacities based on weekly needs from initial startup until maximum capacity. The average hourly production requirements initially were 50 tons per hour (tph) in a 40-hour week, then 60 tph in a 50-hour week, and finally 57 tph in a 96-hour week. We will use these capacities for all the articles in this series on mill design.
Receiving rates must equal or exceed the production rates. It is impossible to receive constantly due to ingredient arrivals, timely arrival of trucks or trains, and unloading time required for the ingredients. My recommendation is that the receiving capacity be two times the production capacity. Using the 60-tph production capacity, the receiving capacity would be 120 tph if receiving was done the same number of hours as production. If the receiving time is less than the production time, the receiving capacity would need to be adjusted to a higher rate to make sure adequate ingredients are available for the production requirements.
Road layouts
Roads for bulk truck receiving and shipments usually are formed in a stacked double circle that allows trucks to enter off the main road and circle to the area between the circles to be sampled and weighed, and then go to the other side of the second circle to reach the dump pit. Prior to being weighed, all inbound shipments should be sampled to test the load for moisture, product density, foreign material and any other tests to determine if the product meets purchase specifications and guide decisions as to whether accept the shipment.
If the shipment is accepted, the probe tests help to determine where the product is to be stored in the facility. The sampling is done by probing the load. This can be done manually, or a powered sampling station may be used and operated remotely from the scale house. Once the bulk truck is dumped, it circles around the top circle back to the scale for empty weighing and then around the bottom circle and back to the main road. This double-circle looks like a figure 8.
Roadways for trucks delivering or departing with palleted or bagged ingredients need to be able to reach the warehouse facilities with truck dock height docks at the receiving/loading doors. The access to the warehouse needs to provide ample turning area to turn the truck and back it into the dock door opening(s) without blocking site traffic. There must be employee parking provided that doesn’t interfere with traffic on the site. All roads and access must be designed so no on-site railroad tracks need to be crossed to access any truck or other traffic on the site.
Bulk truck receiving/dumping
The receiving pit hopper discharges are controlled by gates or conveyors. Gates work well with easy flowing grains and products but create problems in maintaining constant flow rates with meals and sluggish flowing products. Screw conveyors are used under the gates in many designs to empty the dump pits. Proper design requires the screws to be built as screw feeders under the gate(s). When drag conveyors are used to discharge the pits, standard by-pass inlets are used. Again, by-pass inlets work well for grains and easy flowing products but often bridge over when sluggish ingredients are being moved.
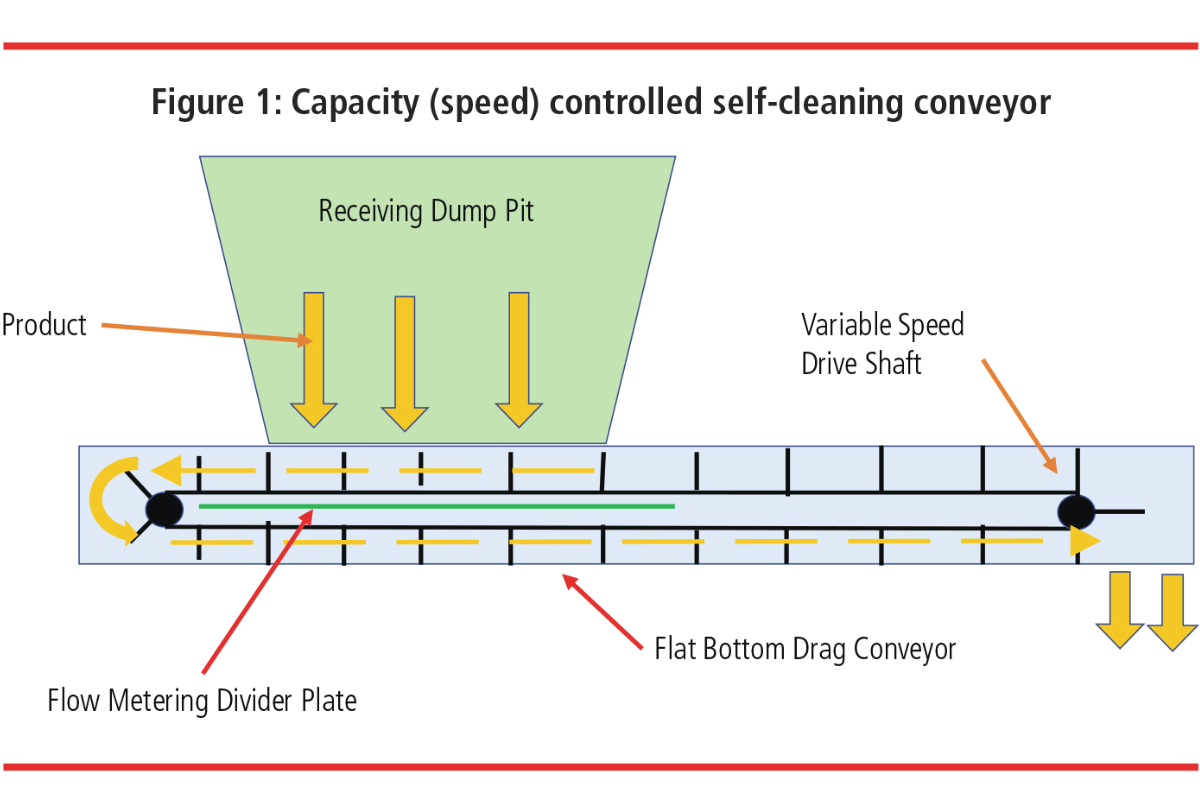
Conveyors carry product by volume. The density of the products is a key factor in powering the conveyors and bucket elevators to move the products. Most receiving systems are designed and powered to carry products with a density of 40 to 50 pounds per cubic foot. If heavier product is to be carried, the volume (rate) to be moved must be reduced to not overpower the transfer equipment. A good solution for emptying all types and densities of products from dump pits and controlling flow rates is shown in Figure 1 (above) Speed Controlled Self-Cleaning Conveyor. This design allows flood feeding from the receiving pit and variations in capacity by using the return paddles over a divider plate and using a variable speed drive on the conveyor.
Pneumatic receiving
Sometimes minor ingredients such as salt, calcium phosphate, calcium carbonate and other minerals may be received in bulk. They come in trucks that have pneumatic pump systems that can convey (blow) these ingredients directly to overhead bins by air.
Pipes are attached to the outside of the building at ground level and then routed up the side of the mill and directly to a specific bin for that product. The overhead bin should be air tight, but have a self-cleaning filter mounted on the roof of the bin to clean and discharge the air from the pneumatic system into the atmosphere. The end of the pipe at ground level has a fitting that the truck can connect to via a hose. An alternative on the roof is to discharge the pipe directly into a bag house filter from which the mineral is spouted to the product bin.
Bag/Tote receiving
Bags and totes usually are received on pallets. The bagged ingredients are usually in 50-pound bags with 40 bags on a pallet. This means that the pallets normally have 2,000 pounds of product. Micro-ingredients may be handled this way to reduce labor in handling. An alternative is to use a single canvas tote bag holding 2,000 pounds. Micro-ingredients usually are received and handled this way. Small liquid totes that fit on pallets might be used for low use liquid products that are used in very small quantities. Palleted products are unloaded using fork lift trucks. The pallets in a full truck are placed in two rows side by side for the length of the truck box. When the truck is unloaded, the pallets should be placed in a location near the micro-ingredient system or use location so they can easily be accessed. The pallets should be arranged in rows that can be accessed from either end and used on a first in-first out rotation so the oldest product is used first.
Rail receiving
If the facility receives product in bulk by rail, a system for emptying the cars and weighing the product is necessary.
Before the cars are unloaded, they should be sampled and tested to make sure that the product meets its expected specifications. The weight of product in individual cars may be determined by using a car length rail scale or an in-line bulk scale in the receiving system.
With a proper length rail scale, the individual car may be positioned on the scale, weighed full, unloaded and weighed empty without moving or uncoupling the car. The scale deck has grating in the center that feeds feeder screws from both ends and discharge into a cross conveyor that conveys the product from the scale to the next step in the receiving system.
Truck receiving building
It is best that bulk receiving pits be covered by a building. The building can be as small as 20 feet x 20 feet. This size building may be used to close the door on one end when dumping tip bed trucks.
If total enclosure is required with the doors shut on both ends, the building needs to be 75 to 80 feet in length. Traffic flow should be such that a semi-truck has at least one straight truck length before entering or leaving the building.
The truck doors into and out of the building should be a minimum of 12 feet wide by 14 feet high. If dump bed trucks are handled, the exiting door should be at least 24 feet high to avoid hitting the building if the truck exits with the bed up.
Truck scale
Pit-less truck scales are used in most installations. The deck can be 12 feet wide by 60 to 80 feet long. This scale is only 15 to 20 inches high and supported by loadcells at 10- to 12-foot spacings along the sides. This type of scale can be equipped with a lengthwise grating with conveying system beneath where hopper-bottom bulk trucks can be unloaded without moving the truck. This application does not work well with dump bed trucks.
We have reviewed receiving systems by required capacity and types of receiving equipment that may be used. In a later article we’ll review dust control systems for a mill. My next article will focus on individual product preparation prior to product formulation and production.





